VLU200644
2019-04-10


-
Part NO.
Open type:VLU200644
-
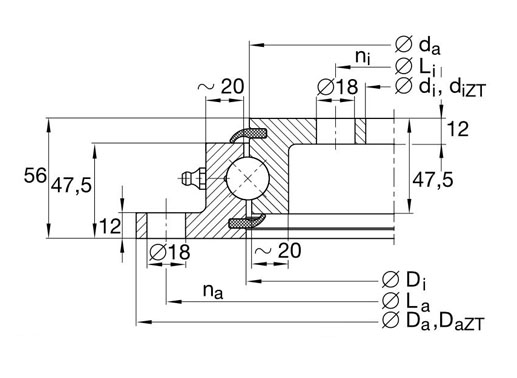
Dimension
di:534mm
Da:748mm
H:56mm
-
Mounting
Li:562mm
La:720mm
-
Basic Load Ratings
Cr:131kN
Cor:171kN
Ca:200kN
Coa:455kN
-
Equivalent Model
Mass:36.5kg
- Features
- Mounting
VLU200644 slewing bearings detail specifications:
Rolling Elements Ball Space retainer Yes Material 50Mn/42CrMo/Stainless steel Standard lubrication method Grease lubrication Lubrication hole Yes Sealing NBR sealing at both sides Raceway Hardness HRC 55 ~ 60 Working temperature -25℃ ~ 80℃ Equivalent models:
RKS.23 0641, 90-20 0641/0-37032, L6-25P9Z, 23-0641-01, 230.20.0600.013
Typ 21/750.2, SD.750.20.00.CVLU200644 four point contact bearings features:
1. Support axial, radial and tilting moment loads.
2. Normal clearance, suitable for light to medium-duty arrangements which require lower accuracy.
3. Easy installation, with mounting holes on both inner and outer ring.
4. Light weight and thin section.
FAQ
1. What is the MOQ for this model?
There is no MOQ for bearing models in stock, and low MOQ for custom design. Please contact us for details.2. How to lubricate slewing bearings?
Unless otherwise specified, the slewing rings are delivered greased. Usually it’s No. 2 lithium-based grease or equivalent. However, the user may need to refill the new grease according to different operating conditions.
The slewing bearing raceway should be filled with grease regularly, but the greasing frequency varies according to utilization and environment. Generally speaking, the ball slewing ring need to be greased once every 100 hours of operation, while the roller slewing ring greased every 50 hours. For special working conditions, such as high temperature, high humidity, high dust, large temperature difference and continuous operation, the lubrication interval should be shortened. New grease must be added before and after the machine’s long term shutdown.VLU200644 light series slewing bearings installation instructions

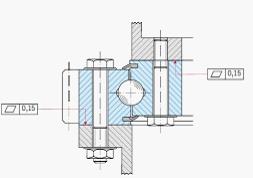
1. Make sure the mounting surface is flat and clean, and free from burrs or
rough edge.
2. The unhardened zone is marked with an “S” on the slewing ring, it must be positioned outside the main load-carrying areas.
3. Commissioning of the slewing ring under sufficient load.
4. Adjust the backlash of gear and recheck it after final tightening of the bearing.
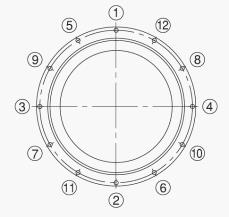
5. Fastening bolts. Place the bearing onto connecting structure and align the screw holes. Screw all the bolts in the holes first and follow the order as shown in diagram when tightening bolts in diagonally opposite sequence. Do not tighten bolts randomly.
6. Check the installation by rotating the assembled bearing arrangement. The torque should not show any excessive variation or “tight spots” during rotation.