RU445(G)
2019-04-04



-
Part NO.
Open type:RU445(G)
With seal:RU445(G)UU
-
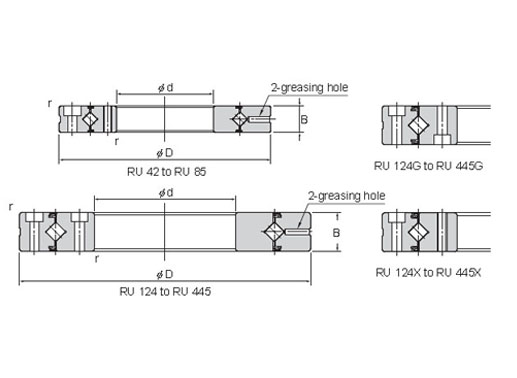
Dimension
d:350mm
D:540mm
B:45mm
-
Mounting
PCD1:385mm
PCD2:505mm
-
Basic Load Ratings
Cr:222kN
Cor:473kN
-
Equivalent Model
/
Mass:35.4kg
- Features
- Mounting
RU445G crossed roller bearing specifications:
Type of guide Roller Space retainer Yes Material GCr15 Standard lubrication method Grease lubrication Oil hole Yes Sealing UU- NBR sealing both sides Surface treatment Black oxide treated, phosphate treatment, other Radial clearance CC0, C0 Rotation accuracy P5/P4 Working temperature -15℃ ~ 80℃ RU445(G) cross roller bearing features:
1. Integrated inner ring and outer ring, provide high stiffness
2. Sustain radial, axial and moment loads at the same time
3. High rigidity & rotation accuracy, compact structure reduce the influence by installation
4. Miniaturization. Inner ring and outer ring with mounting holes, so it can be easily mounted to a device with bolts without need for housing and fixing plate, so surrounding parts of the bearing can be made compact, which contributes to miniaturization and weight saving of devices.FAQ
1. What’s the difference between RU445(G) and RU445X?
The suffix G/X refers to the detailed structure of mounting holes.
G : The counter-bore holes of the inner and outer rings face opposite direction.
X : Inner ring tapped hole (through hole)2. I’m designing a prototype, can you produce according to my design?
Yes, BRS can produce custom design based on users requirements, but there will be a MOQ.3. How to lubricate RU445G cross roller rings?
Unless otherwise stated, all BRS made RU series crossed roller bearings are filled with proper amount of complex lithium grease before delivery. So users can directly put bearings into application after receiving goods. Then after 1~6 months operation, bearings should be added with proper grease based on working conditions.RU445G crossed roller bearing installation instructions
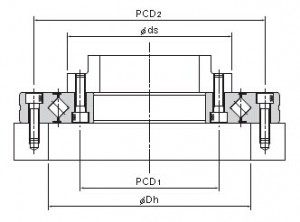
 RU445(G) Bearing Mounting Holes
RU445(G) Bearing Mounting HolesShoulder height
ds: 417mm
Dh: 473mm
PCD1 : 385mm
PCD2: 505mm
Inner ring mounting hole 24-φ14 drilled through, φ20 counter bore depth 13
Outer ring mounting hole 24-φ14 drilled through, φ20 counter bore depth 13
Suffix G :The counterbore holes of the inner and outer rings face opposite direction
Cautions: For crossed roller bearings with split outer ring, when the rigidity of the mounting parts is not sufficient, stress concentration will occur at the contact area between the rollers and raceways, and the bearing performance will be deteriorated significantly.
Therefore, it is necessary to carefully examine the rigidity of housing and the strength of fixing bolts when a large moment will be applied.
1.Before installation, please clean bearing bracket, shaft, or other components, make sure there is no burrs or rough edge.
2.Fix the inner and outer rings in the axial direction directly to the mounting surface by fixing bolts
3. If large number of radial load and/or moment is applied, it is recommended to prepare flange part as Fig.4.
 RU445(G) Bearing Mounting Holes
RU445(G) Bearing Mounting Holes
 1.Before installation, please clean bearing bracket, shaft, or other components, make sure there is no burrs or rough edge.
1.Before installation, please clean bearing bracket, shaft, or other components, make sure there is no burrs or rough edge.