Excavator slewing bearing failure – broken teeth reasons and solutions
2020-12-22
The excavator can rotate during operation because of the slewing device. The slewing bearing is an important part of the slewing device. It is mainly used to support the mass of the excavator car body and bear the working load. Since the excavator slewing bearings generally operate under heavy loads and harsh working environment, the broken gear teeth is one of the slewing ring's common failures.

Do you know what causes the excavator slewing bearing to break teeth?
Under normal circumstances, the teeth broken parts are mainly the internal meshing and hard teeth surface(teeth surface hardness ≥HRC50). But the external meshing and soft teeth surface(teeth surface hardness ≤HRC30) rarely have this problem.
Broken teeth caused by radially inclined extrusion.
The pinion gear meshing with the slewing bearing gear is mainly driven by a floating shaft. Since the slewing bearing is with clearance, the tilting moment will arise during the working process of the excavator. This will cause the centerline of the pinion to appear certain inclination angle(α) and radial displacement(La). Therefore the center distance of the gear and the tooth side clearance will change accordingly.
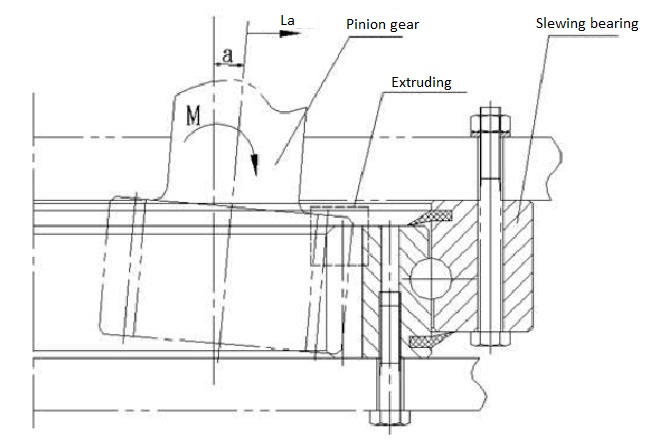
Under normal circumstances, the designed clearance of the slewing bearing for the excavator is less than 0.2 mm. After a period of use, the clearance of the slewing bearing will become larger. In fact, in the actual work of the excavator, the raceway of the slewing bearing generally deforms. Under such a situation, the loads which should be undertaken by bearings are applied to the gears, leading to the gear teeth to broken.

Solutions for slewing bearing broken teeth
1. Ensure that the teeth sides of the large and small gear meshing are not more than 0.06 times the modulus.
For a 20 t excavator, the appropriate modulus of the slewing bearing is 10. Then the teeth clearance of the large gear and the small gear must be greater than or equal to 0.6mm. In the excavator after-sales parts market, some customers may not pay much attention to the teeth gap between gears. Therefore, the probability of slewing bearing broken teeth has always been very high.
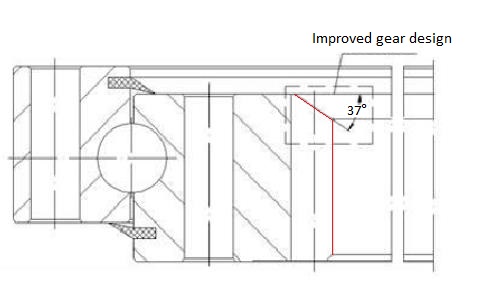
2. Select a suitable helical gear slewing ring.
Change the slewing ring gear from the full teeth width to a chamfer of 37 degrees. It should be noted that the changed slewing ring gear part is the one on the non-installation surface. In other words, the part of the slewing ring that often breaks is cut off. When the pinion is displaced, the pressing force will not be concentrated on the upper half of the tooth width. Therefore the gear teeth of the slewing bearing will not produce extrusion cracks in the early stage of use. So the time of the slewing ring gear teeth fracture can be delayed and the service life of the excavator is extended too.
3. Gradual hardness gear slewing ring.
Since the broken teeth of the slewing ring are caused by extrusion, how to prevent the large and small gears from extrusion is the key point. Another method is to divide the heating section of the gear into three sections: the normal hard zone, the transition zone, and the soft zone. The hardness of the hard zone is HRC 50~56, and the hardness of the soft zone is the quenched and tempered hardness of the forgings. In this way, when the large and small gears are meshed and squeezed, the soft area of the upper-end face will be squeezed and deformed, but will not break.
In the past, the solution to broken teeth was to increase the side clearance of large and small gears. However, blindly increasing the clearance of the teeth will increase the amount of left and right-wing of the excavator bucket and affect the performance of the device. The above is a detailed explanation of the reasons for the broken teeth of the excavator slewing ring and the solutions. When the slewing ring of the excavator has broken teeth, it must be stopped and replaced with a new slewing ring to resume normal operation.
Related products: RKS series crossed roller slewing bearing.
